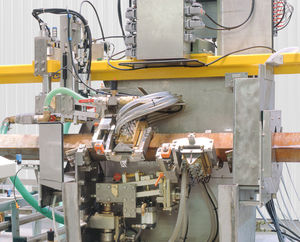
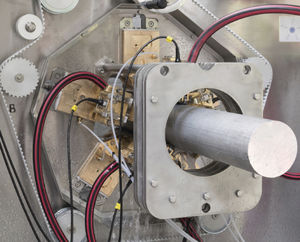
高周波チューブの製造では、超音波探傷検査が数カ所で使用されます。高周波コイルによる溶接の直後、まだ熱い溶接継ぎ目を検査します(エンドレスチューブのオンライン検査)。実績のあるウォータージェット結合により、プローブの過熱を防止します。オンライン検査は、製造工程の早期モニタリングに使用されます。長手方向の欠陥は、通常4本のプローブを用いたアングルビームスキャンで検出します。多くの場合、パイプ溶接継ぎ目の内面スクレイピングも、振動する垂直プローブを追加して監視します。
パイプ製造のさらなる工程では、エンドレスパイプは製材され、管はさらなる製造工程にかけられます。最終的に、管は別の超音波検査段階(オフライン溶接継目検査)で検査される。これは通常、高スループット検査ポータルまたは検査ブリッジで行われる。管本体の検査は、溶接前のストリップ検査として行われるか、オフライン検査に組み込まれます。
主要事実
- 長手方向に溶接されたRF管の試験
- 一般的な管径は80 mm~630 mm (さまざまな機械的サイズ)
- エンドレスチューブのオンライン検査と完成管のオフライン検査
- アングルビーム超音波探傷法による長手方向探傷検査、仕様に応じた追加検査(スクレイピング検査、熱影響部、管本体、管端部のラミネーションなど)
---