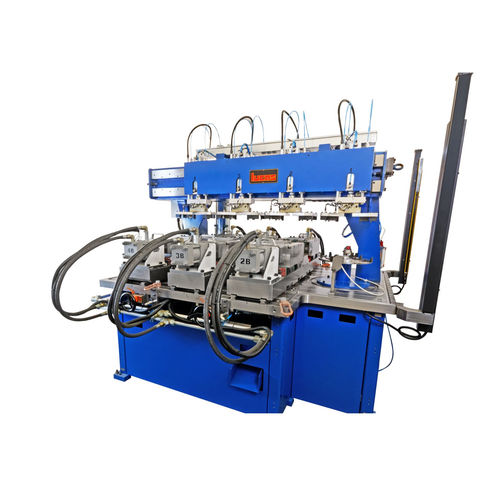
ビール樽のハンドル成形を行う4ステーションマシン(1Øのみ装備)。
リングはセンタリングステーションに置かれ、次の作業のために正しい位置に整列されます。
リングはセンタリングステーションに置かれ、次の加工に必要な正しい位置にセットされます。トランスファー装置により、3つの加工ステーション(切断、予備成形、カール)の加工品が1回の操作で移動します。
最後のステーションの後、ワーク搬送装置の4番目のアームが、顧客のコンベアベルトにパーツを預けます。
機械的に同一の3つのステーションで構成されていますが、異なる作業(切断、プレフォーミング、カーリング)を行うために装備されています。
各ステーションは、部品が配置される中央のマトリックスホルダーで構成されています。油圧パンチは、2つの対向するスライドに配置されています。スライドは油圧で動くので、部品の両方の直径を加工することができます。
パーツを保持するための垂直移動用の4番空気圧シリンダーを備えたトロリーで構成されたフレーム上での縦方向のステップ移動。
保持システムは心押し台としても使用できます。
ワークの保持を監視するセンサーを備えた空気圧式クランプシステム。
油圧部品はREXROTH製。
最大使用厚み (R = 800 N / mm2 ) mm.2
標準電源 50Hz - 400V - 3Ph
---