Amar has been the leading manufacturer and exporter of packed bed tubular reactors and systems in India since past many years.
• Volume: 10 ml to 100 ltr.
• Pressure Range: up to 350 bar
• Temperature Range: up to 1100°C
• Fixed bed reactors, trickle bed reactor designs can be offered.
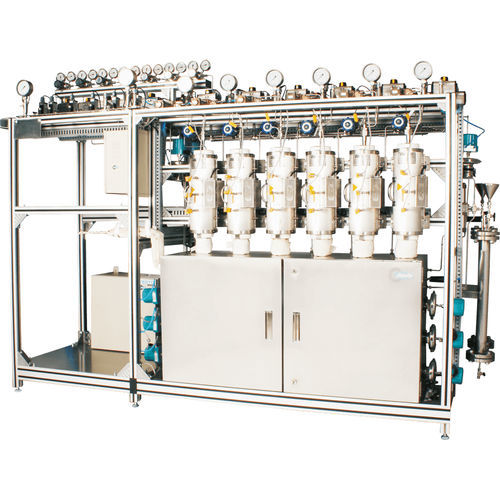
• Packed bed reactors can be provided in multiple configurations like a having singular large bed of catalyst, multiple horizontal beds of catalyst, packed bed reactors in parallel configuration, packed bed reactors in series configuration, up-flow mode of operation, down-flow mode of operation, counter flow of gas & liquid (as in trickle bed reactors)
• Explosion proof plants for hazardous area
• Automation: Either a standard or customisable unit can be offered for gas liquid feed combinations, product outlets, series, or parallel reactors, multi zone heating furnaces etc. with integrated controls, high level of safety, automation, and SCADA software which maximizes the efficiency and accuracy of research and production operations
• Application: Packed tubular reactors are extensively used in chemical and associated industries such as petroleum, petrochemical, oil and gas, mineral and coal industries, pharmaceuticals, fine and specialty chemicals, and biochemicals.