
- Industrial machines and equipment
- Welding and Assembly
- Arc welding electrode
- Zibo QILU Welding Industry Co., Ltd.
- Products
- Catalogs
- News & Trends
- Exhibitions
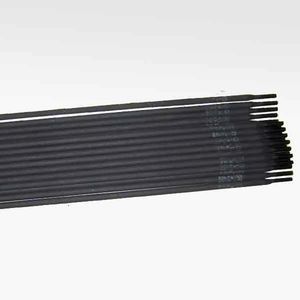
Arc welding electrode J421for carbon steelprocess

Add to favorites
Compare this product
Characteristics
- Type
- arc
- Welding material
- for carbon steel
- Other characteristics
- process
Description
The carbon steel electrode (the tensile strength of the deposited metal is less than or equal to 500 MPa or 50 kgf/mm2) is suitable for welding of carbon steel and low-strength low-alloy steel.
For low-hydrogen and iron-type electrodes, the electrode before welding must be baked above 350 °C, as much as possible to be used with baking, and how much to use. Otherwise, welding defects (such as pores, slag inclusions, etc.) will occur. Crack, process performance deterioration, etc.). For cellulosic electrodes, the baking temperature should be strictly in accordance with the baking temperature specified in the specification. If the temperature is too high, the cellulose in the coating will be burned and the inherent process performance of the electrode will be destroyed.
When using low-hydrogen welding rods, the welder should be in the upwind position to enhance the exhaust and prevent the welding fumes from harming the body.
For the low-hydrogen type electrode, the baking time should not exceed twice as much as possible to prevent the coating from becoming brittle and falling off.
Other Zibo QILU Welding Industry Co., Ltd. products
Products










Related Searches
- Welding electrode
- Steel welding electrode
- Arc welding electrode
- Soldering wire
- Arc welding wire
- Carbon steel welding electrode
- Surfacing welding electrode
- Copper soldering wire
- Stainless steel welding electrode
- Coated welding electrode
- Flux core soldering wire
- Heat-resistant welding electrode
- Process welding electrode
- Steel welding wire
- Cast iron welding electrode
- Gas welding wire
- Aluminum welding wire
- Resistance welding wire
- Aluminum alloy welding wire
- Carbon steel welding wire
*Prices are pre-tax. They exclude delivery charges and customs duties and do not include additional charges for installation or activation options. Prices are indicative only and may vary by country, with changes to the cost of raw materials and exchange rates.