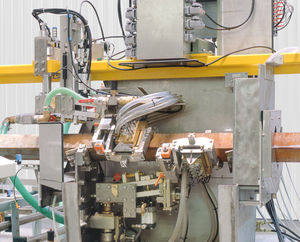
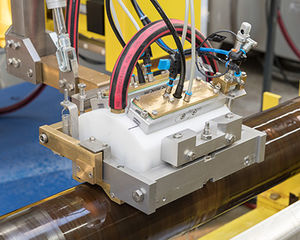
Na produção de tubos RF, os testes ultra-sónicos são frequentemente utilizados em vários locais. Imediatamente após a soldadura com uma bobina de radiofrequência, o cordão de soldadura ainda quente é inspeccionado (inspeção em linha no tubo sem fim). O acoplamento de jato de água comprovado evita o sobreaquecimento das sondas. O teste em linha é utilizado para monitorizar o processo de produção numa fase inicial. Os defeitos longitudinais são detectados por varrimento de feixe angular, normalmente com quatro sondas. Frequentemente, a raspagem interna do cordão de soldadura do tubo é também monitorizada por uma sonda vertical oscilante adicional.
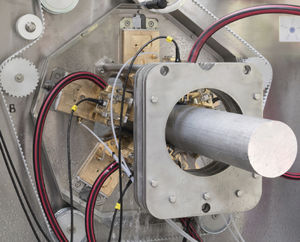
Durante o processo posterior de fabrico do tubo, o tubo sem fim é serrado e os tubos são submetidos a etapas de produção adicionais. Por fim, o tubo é inspeccionado numa outra fase de testes ultra-sónicos (inspeção do cordão de soldadura offline). Isto é normalmente feito com um portal de inspeção de alto rendimento ou uma ponte de inspeção. O exame do corpo do tubo é realizado como um teste de tira antes da soldadura ou integrado no teste offline.
Factos importantes
- Ensaio de tubos RF soldados longitudinalmente
- Os diâmetros típicos dos tubos variam de 80 mm a 630 mm (vários tamanhos mecânicos)
- Inspeção online do tubo sem fim e inspeção offline do tubo acabado
- Inspeção de falhas longitudinais com insonificação de feixe angular, tarefas de inspeção adicionais dependendo da especificação (por exemplo, inspeção de raspagem, laminações na zona afetada pelo calor, no corpo do tubo e na extremidade do tubo)
---