
- Máquinas e equipamentos industriais
- Soldagem, Parafusamento e Colagem
- Elétrodo de soldagem a arco elétrico
- Zibo QILU Welding Industry Co., Ltd.
- Produtos
- Catálogos
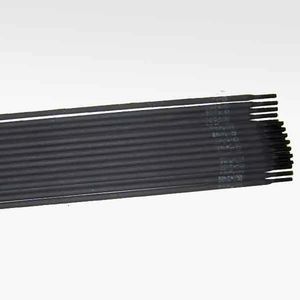
Elétrodo de soldagem a arco elétrico J421para aço de carbonode processo

Guardar nos favoritos
Comparar
Características
- Tipo
- a arco elétrico
- Material a soldar
- para aço de carbono
- Outras características
- de processo
Descrição
O elétrodo de aço-carbono (a resistência à tração do metal depositado é inferior ou igual a 500 MPa ou 50 kgf/mm2) é adequado para a soldadura de aço-carbono e de aço de baixa liga de baixa resistência.
Para os eléctrodos com baixo teor de hidrogénio e do tipo ferro, o elétrodo antes da soldadura deve ser cozido acima de 350 °C, tanto quanto possível para ser utilizado com cozimento, e quanto utilizar. Caso contrário, ocorrerão defeitos de soldadura (tais como poros, inclusões de escória, etc.). Fissuras, deterioração do desempenho do processo, etc.). Para os eléctrodos celulósicos, a temperatura de cozedura deve estar estritamente de acordo com a temperatura de cozedura indicada na especificação. Se a temperatura for demasiado elevada, a celulose do revestimento será queimada e o desempenho do processo inerente ao elétrodo será destruído.
Ao utilizar varetas de soldadura com baixo teor de hidrogénio, o soldador deve estar na posição contra o vento para melhorar a exaustão e evitar que os fumos de soldadura prejudiquem o corpo.
Para o elétrodo do tipo com baixo teor de hidrogénio, o tempo de cozedura não deve exceder o dobro do tempo possível para evitar que o revestimento se torne frágil e caia.
---
Outros produtos Zibo QILU Welding Industry Co., Ltd.
Products










Pesquisas relacionadas
- Elétrodo de soldagem
- Elétrodo de soldagem para aço
- Elétrodo de soldagem a arco elétrico
- Fio de solda
- Fio de solda a arco elétrico
- Elétrodo de soldagem de revestimento
- Elétrodo de soldagem para aço de carbono
- Fio de solda em cobre
- Elétrodo de soldagem para aço inoxidável
- Elétrodo de soldagem revestido
- Fio de solda de alma decapante
- Elétrodo de soldagem resistente ao calor
- Elétrodo de soldagem de processo
- Fio de solda em aço
- Elétrodo de soldagem para ferro fundido
- Fio de solda a gás
- Fio de solda em alumínio
- Fio de solda por resistência elétrica
- Fio de solda em aço-carbono
- Fio de solda em liga de alumínio
* Os preços não incluem impostos, transporte, taxas alfandegárias, nem custos adicionais associados às opções de instalação e de ativação do serviço. Os preços são meramente indicativos e podem variar em função dos países, do custo das matérias-primas e das taxas de câmbio.